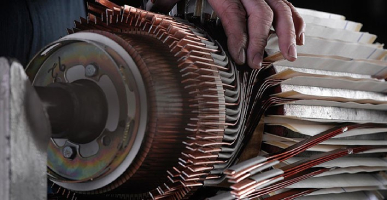
درآوردن سیم های سوخته از داخل استاتور

سیم های سوخته داخل استاتور به واسطه داشتن شارلان یا مواد سفت کننده شیمیایی، به سادگی از داخل شیارهای استاتور خارج نمی شوند و از روش های مختلف برای درآوردن آن ها استفاده می شود. متداول ترین روش برای این کار استفاده از:
- مواد حل کننده لاک
- بریدن سیم ها با قلم یا اره
- سوزاندن مستقیم سی ها با شعله آتش
قبل از در آوردن سیم ها، ابتدا گوه ها یا کاغذ های محافظ خارجی سیم ها را از قسمت داخلی استاتور بیرون می آورند. برای این منظور از تیغ اره استفاده می کنند، بدین طریق که دندانه های تیغ اره را در جهت خروج گوه ها قرار داده و با ضربات چکش گوه ها را درمی آورند.
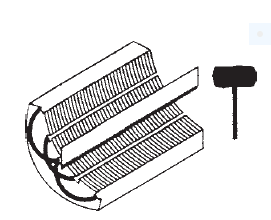
درآوردن گوه ها از داخل شیارها
روش نرم کردن لاک ها و سیم ها
مناسب ترین روش نرم کردن لاک ها و سیم ها، قرار دادن استاتور در داخل کوره حرارتی (فر) هست. در این روش دمای کوره را روی 200 درجه سانتی گراد تنظیم می کنند و استاتور را به مدت چند ساعت (حداقل یک ساعت) در داخل کوره قرار می دهند تا سیم ها نرم شده و از شیارها خارج شود.
روش سوزاندن مستقیم سیم ها با شعله
در روش سوزاندن مستقیم سیم ها با شعله، سیم ها را در برابر شعله مشعل قرار می دهند و آن ها را می سوزانند. در این روش لازم است شعله به طور یکنواخت در سراسر استاتور چرخانده شود تا دمای سراسر استاتور، یکسان افزایش یابد وگرنه استاتور تاب برداشته و تقارن خود را از دست می دهد. ضمناً در این روش احتمال دارد خواص الکتریکی و مغناطیسی هسته صدمه ببیند؛ لذا این روش برای درآوردن سیم ها توصیه نمی شود.

سوزاندن مستقیم سیم ها با شعله
روش بریدن سیم ها با قلم یا اره
در روش بریدن سیم ها ابتدا با قلم یا اره، پیشانی کلاف ها را در یک طرف استاتور می برند. برش سیم ها تا هسته استاتور بهطور یکنواخت انجام می شود. سپس با چکش و میله ای که قطر آن از قطر شیارها کمتر است، سیم ها را به طرف دوم استاتور هدایت می کنند. در طرف دوم سیم های هدایت شده را با انبردست بیرون می کشند. در روش نرم کردن سیم ها از طریق حلال لاک، ابتدا استاتور را در داخل روغن تری کل رو اتیلن قرار می دهند و به مدت 15 الی 20 دقیقه استاتور را در داخل تری کل رو اتیلن نگه می دارند تا لاکها حل شوند و سیم ها نرم شده و به راحتی از داخل شیارها خارج شوند.

چند نمونه قلم برای بریدن سیم ها
کار عملی
هدف : تخلیه سیم های سوخته استاتور
نکات ایمنی : لباس کار مناسب، کفش ایمنی و دستکش محافظ بپوشید و به عینک و ماسک محافظ مجهز شوید.
وسایل و ابزار مورد نیاز
- گیره موازی رومیزی
- اره آهن بر یا قلم یک عدد
- انبردست
- دم باریک
- چراغ کوره ای یا سر پیک گازی
- استاتور
- میز کار
- سنبه پین یا میله دم پهن
- ترانسفورماتور
- ماده نرم کننده شارلان
- چکش فلزی
- جارو
- خاک انداز
- کیسه زباله
مراحل کار
- استاتور را در اختیار بگیرید.
- استاتور را روی میز کار با گره محکم کنید.
- یک قلم را مطابق شکل زیر روی سیم های استاتور قرار دهید.

قرار دادن قلم روی سیم ها
مطابق شکل زیر با چکش به قلم ضربه بزنید و سیم های یک طرف کلاف استاتور را ببرید.

ضربه زدن به قلم
سیم ها را در یک طرف استاتور تا هسته برش دهید.

برش سیم ها در یک طرف استاتور
با چکش واره ، گوه ها یا کاغذ های برشمان را از داخل شیار ها بیرون کنید . دقت کنید که اره به بدنه استاتور برخورد نکند.

بیرون آوردن گوه ها یا کاغذ برشمان از داخل شیارها
با میله و چکش سیم های بریده شده را به طرف دوم استاتور هدایت کنید.

هدایت سیم ها به طرف دوم استاتور
سیم های هدایت شده به طرف دوم استاتور را با انبردست از داخل استاتور بیرون آورید و در ظرف مخصوص انبار کنید.
پس از خارج کردن سیم ها ، با هوای فشرده ، سطح داخلی شیار ها را از خرده سیم ها و براده های کاغذ برشمان یا گوه پاک کنید.

پاکسازی خرده سیم ها به وسیله هوای فشرده
توانایی ساختن عایق های شیار و عایق کاری روی کلاف ها در شیارهای استاتور و پیشانی کلاف ها
یکی از مراحل حساس سیم پیچی الکتروموتور عایق بندی شیارها و کلافهای استاتور است. عدم دقت در این مرحله موجب بروز اتصال بدنه می شود که خطراتی به دنبال خواهد داشت. پس لازم است این مرحله از تجدید سیم پیچی الکتروموتورها با دقت زیاد و حوصله کافی انجام گیرد. ضمناً از عایق مناسب استفاده شود و از به کار بردن عایق غیر مجاز پرهیز گردد.
بعضاً دیده می شود که در عایق کاری شیارها و کلاف ها از ورق های رادیولوژی استفاده می شود. باید دانست که چون این ورق ها خاص رادیولوژی ساخته می شود و در ساختن آن ها مسائل عایق کاری و تحمل ولتاژ مد نظر نبوده است . بنابراین نباید از آنها در عایقکاری شیارها و کلافها استفاده کرد . در صنعت موتورپیچی، از کاغذهای فشردهای به نام کاغذ «پرستان» استفاده میشود.
این کاغذها در اصطلاح موتور پیچ ها به کاغذهای برشمان نیز معروف هستند. کاغذ های برشمان در ضخامت های مختلف برای ولتاژهای مختلف ساخته می شوند و هر قدر ولتاژ تغذیه موتور زیادتر شود ضخامت عایق به کار رفته بیشتر میشود . در جدول زیر ضخامت های مورد نیاز در ولتاژهای متفاوت نشان داده شده است.
|
800 تا 1000 |
450 تا 800 |
300 تا 450 | 200 تا 300 | 100 تا 200 | 0 تا 100 | ولتاژ فازی (v) |
|
1 |
0,75 | 0,6 | 0,5 | 0,3 | 0,2 | ضخامت عایق(mm) |
عایق بندی شیارها
پس از تمیز کردن سطح داخلی استاتور، شیار های استاتور را با کاغذ های برشمان عایق بندی می کنند . در عایق بندی شیار ها، اگر شیار ها مشابه باشند ابتدا محیط داخلی و طول شیار را اندازه گیری می کنیم.


اندازه گیری محیط داخلی و طول شیار
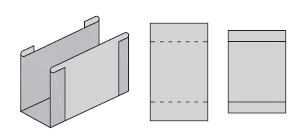
با توجه به جدول بالا ولتاژ فازی موتور قطر مناسب کاغذ برشمان را تعیین می کنیم . عرض کاغذ را به اندازه محیط داخلی شیار و طول آن را 6 الی 10 متر بیشتر از اندازه طول شیار می بریم . کاغذ بریده شده را از دو طرف به اندازه 2 میلی متر تا می کنیم.
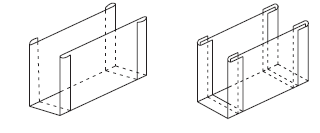
کاغذ عایق پس از تا شدن

تاکردن و فرم دادن عایق برشمان
عایق ها را به دو منظور تا می کنند. یکی اینکه استحکام مکانیکی در قسمت تاخورده بیشتر شود ، تا در جایگذاری کلاف ها و فرم دادن آنها پاره نشود ؛ و دیگر اینکه از حرکت عایق ها در درون شیار ها جلوگیری شود. عایق آماده شده را در درون شیار قرار می دهیم تا از اندازه مناسب آن مطمئن شویم. در صورت مناسب نبودن عایق با تغییر در ابعاد آن اندازه مناسب را به دست آوریم.

جاگذاری کاغذ برشمان

اندازه کردن ابعاد عایق با ابعاد شیار
پس از تعیین اندازه مناسب عایق شیار ها ، ابعاد عایق های مورد نظر را در ورقه بزرگ کاغذ برشمان خط کشی می کنیم. و از طریق قیچی دستی یا دستگاه برش ، کاغذ های برشمان را برش می دهیم. و پس از فرم دادن آنها درون شیار ها قرار می دهیم. برای جلوگیری از ایجاد فاصله بین عایق برشمان و سطح شیار ها ، پس از جا زدن عایق آن را توسط یک میله به سمت سطح داخلی شیار هدایت می کنیم.

کاتر یا دستگاه برش دهنده عایق های برشمان
در موتورهای دو طبقه مناسب است بین دو بازو در یک شیار ، عایق گذاشته شود تا از ایجاد جرقه و ارتباط الکتریکی بین آنها جلوگیری شود.

عایق گذاری بین طبقات
پیشانی کلاف های فاز های مختلف را نسبت به یکدیگر عایق بندی می کنند.

عایق کاری پیشانی کلاف ها
کار عملی
هدف : عایق کاری شیار ها و پیشانی کلاف ها
نکات ایمنی : لباس کار مناسب و کفش ایمنی و دستکش محافظ بپوشید. به هنگام کار با کاتر هر دو دسته را با دست ها بگیرید سپس برش را انجام دهید تا آسیبی به دست ها نرسد.
وسایل و ابزار مورد نیاز
- خط کش
- قیچی دستی
- قیچی مخصوص برش کاغذ برشمان (کاتر)
- کاغذ برشمان 5/0 میلی متری یک برگ
- استاتور
- در صورت وجود، خم کن کاغذ برشمان
- استاتور 24 شیار یا 36 شیار
مراحل کار
- سطح داخلی استاتور و شیار های آن را کاملا تمیز کنید.
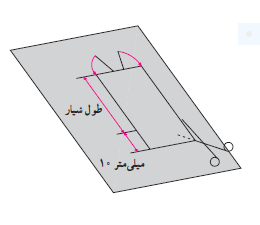
- طول یک شیار را اندازه بگیرید.

اندازه گیری طول شیار
با یک سیم یا نخ اندازه محیط شیار را به دست آورید.

اندازه گیری محیط شیار
طول و محیط اندازه گیری شده را بر روی کاغذ برشمان پیاده کنید.
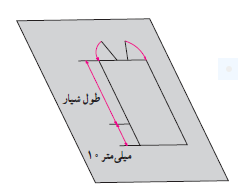
ابعاد کاغذ برشمان برای یک شیار
اندازه به دست آمده را با قیچی ببرید و از هر طرف لبه های آن را به اندازه 2 میلی متر تا کنید و حالت ناودانی به آن بدهید.
برش ، تا کردن و فرم دادن عایق شیار ها
عایق ساخته شده را در داخل یک شیار قرار دهید . در صورت مناسب بودن اندازه آن ، با قیچی مخصوص ( کاتر) به تعداد شیار های استاتور عایق برش دهید ، آنها را فرم داده و در داخل شیار های استاتور قرار دهید.
آزمایش عایق در داخل شیار
برای عایق کاری پیشانی کلاف ها ، عایق برشمان را بین کلاف ها قرار دهید و با توجه به وسعت و فرم پیشانی کلاف ها آنها را برش داده و مطابق شکل زیر بین پیشانی های دو کلاف مجاور قرار دهید.
عایق پیشانی کلاف ها